Rheology Testing Equipment
Most of the data regarding Spraying Systems Co. products are provided for water, but most of the fluids our customers spray are not pure water. Water provides a useful baseline, but fluid properties such as viscosity, surface tension and density (specific gravity) can have a significant effect on the resulting spray plume characteristics generated by a nozzle.
Rheology Assessment Overview
We utilize commercially available instruments to characterize fluid rheology properties. These instruments may be used alone or as part of a spray test by determining or setting the material properties prior to spray characterization.
Rheology assessments are conducted with the following equipment:
-
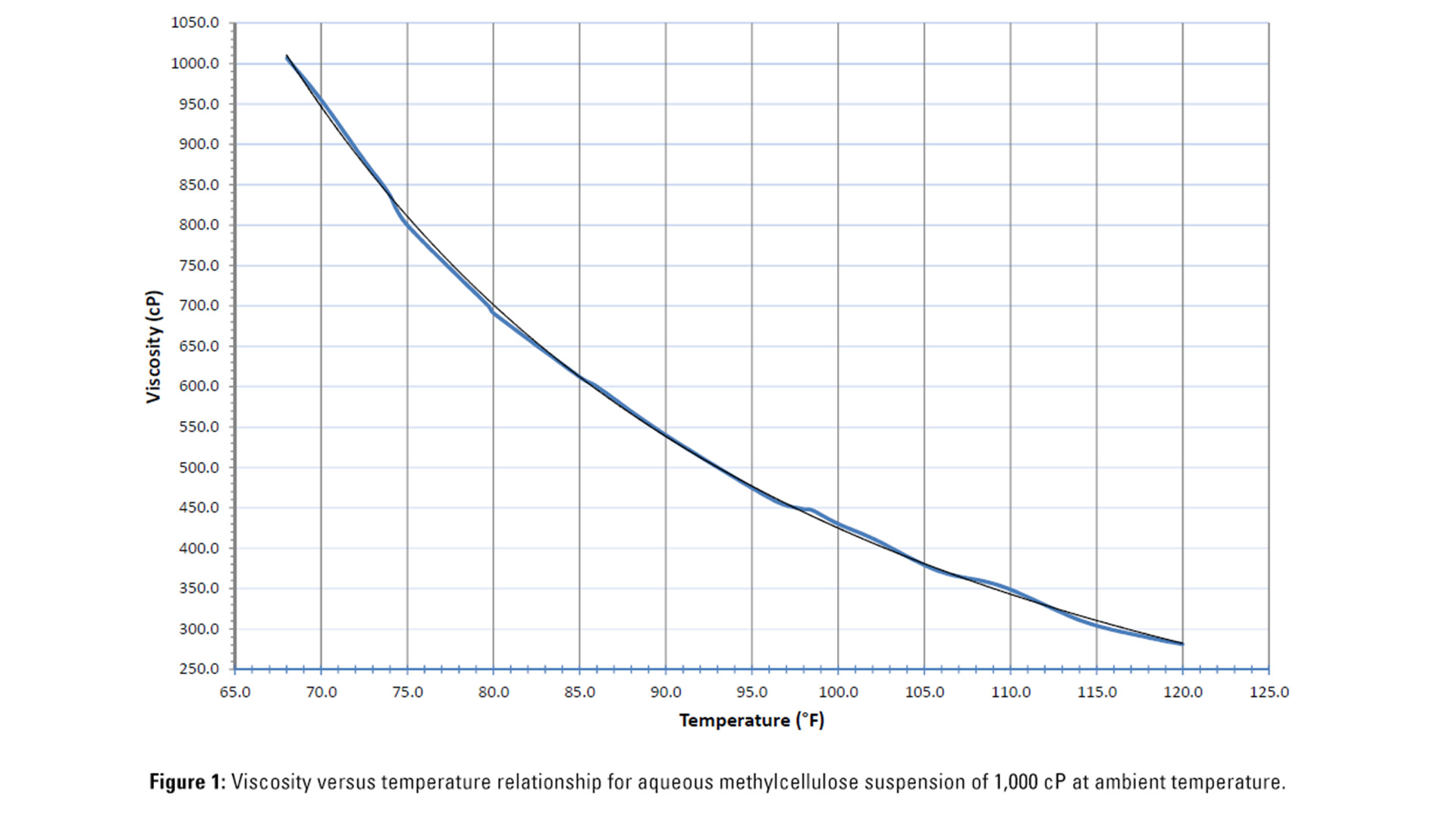
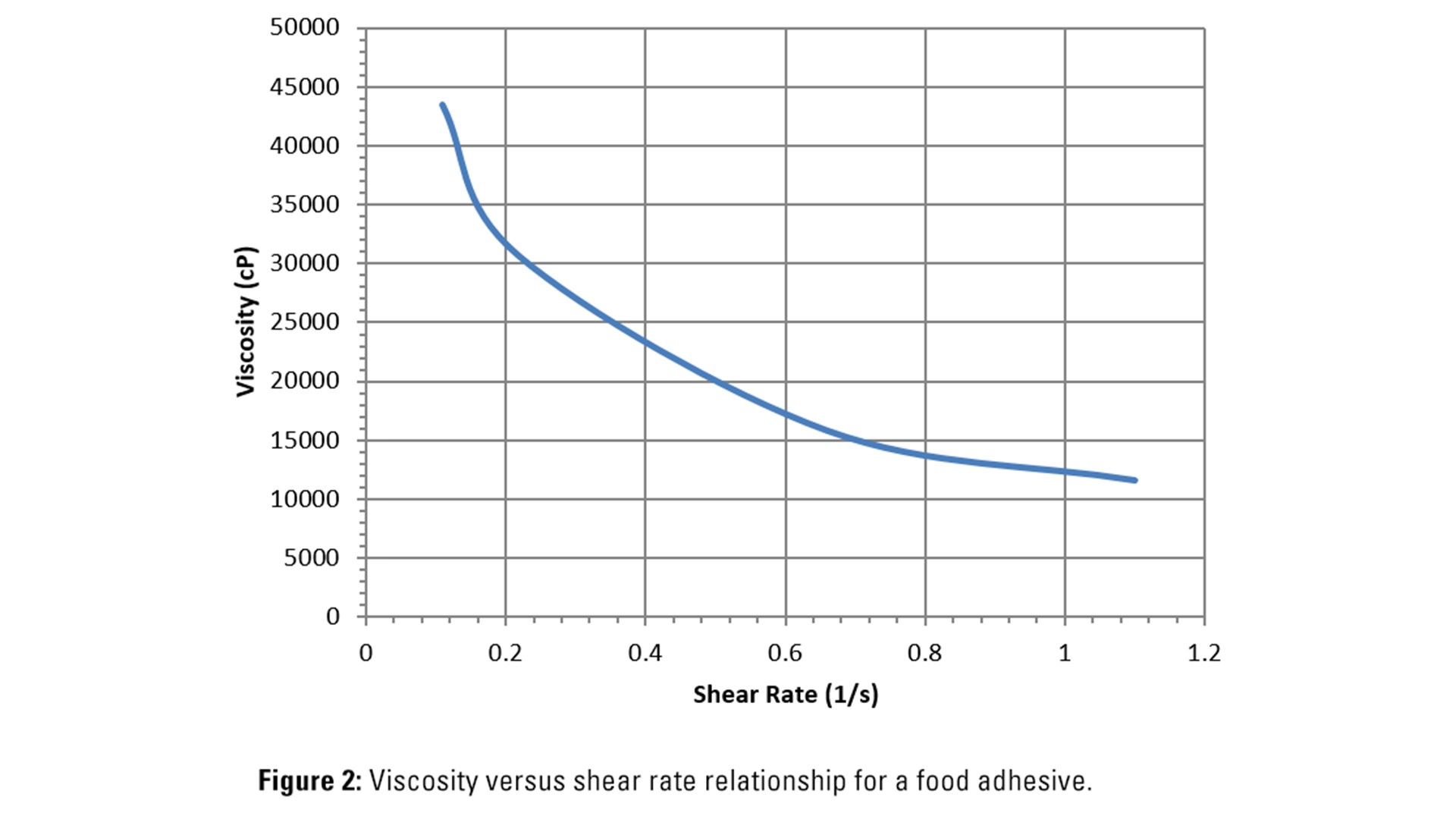
Brookfield DV2TLV Viscometer (viscosity)
-
Kruss K20 Tensiometer (surface tension, density)
-
Pycnometer Bottle (specific gravity)
-
Refractometer (index of refraction)